
● online
- Power module DC DC 9A 300W Step Down Buck Converte....
- Raspberry Pi Pico Microcontroller Board....
- IIC I2C LCD 1602 16x2 2004 20x4 Backpack for LCD A....
- Kabel Jumper 20cm Dupont 20 cm Female to Female Pe....
- E18-D80NK Infrared Obstacle Avoidance Sensor Proxi....
- 5V 700mA (3.5W) Isolated switch Power Supply Modul....
- Potensiometer 10K - Mono Potensio Meter Linear Res....
- B0505S-1W 5V to 5V converter DC DC power module co....

- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving
Pernah suatu ketika axis X, Y, atau z CNC kita berubah, gcode yang sudah jadi setelah di running tidak sesuai yang semestinya. Contoh jika seharusnya Step berjalan 10cm ternyata pada kenyatannya kurang atau lebih misalnya 5cm. Hal ini pernah mengalami, atau ketika kita membeli board GRBL yang baru dan ternyata belum sesuai. Solusinya adalah kita harus mengkalibrasinya. Bagaimana caranya? mari kita bahas selengkapnya di bawah ini.
Alat dan bahan :
Langkah :
- Buka GRBL Setting 0.9 github, DISINI, terdapat petunjuk settingan dari grbl v 0.9
- Ketikkan $$ pada Console, maka akan muncul settingan default dari grbl bawaan
 Terdapat 3 settingan utama yaitu :
Terdapat 3 settingan utama yaitu :
– $100=xxx (x, step/mm), merupakan settingan Step untuk Axis X per mm
– $101=xxx (y, step/mm), merupakan settingan Step untuk Axis Y per mm
– $102=xxx (z, step/mm), merupakan settingan Step untuk Axis Z per mm - Maksud dari Step ini adalah perubahan jarak per mm dari axis x, y, z
 Contoh :
Contoh :
– Step kita atur 100, berarti nanti axis yang bergerak sejauh 100mm atau 10cm
Masalah : Perubahan Step tidak sesuai - Ok disini akan dicontohkan kalibrasi Axis terlebih dahulu, siapkan penggarisnya.
 – Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Kita atur Step 100 ya, klik pada Jog untuk Axis X, seharusnya akan bergerak sejauh 10cm/100mm. Namun ternyata bergerak hanya 8cm/80mm.
– Kalibrasikan dengan Extruder Calibration Calculator, Link Web nya DISINI
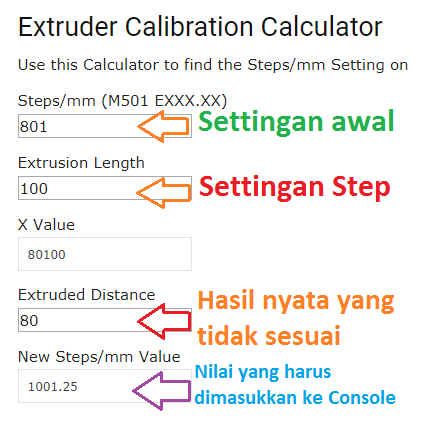 – Masukkan Step Settingan awal axis X
– Masukkan Step Settingan awal axis X
– Settingan Step jog 100
– Hasil nyata yang tidak sesuai
– Maka akan muncul angka pada New Steps, nah nilai ini lah yang akan kita masukkan ke Console.
 – Kemudian Enter
– Kemudian Enter
– Sekarang silahkan coba lagi apakah jarak sudah sesuai jika kita atur 100, maka axis X bergerak sejauh 10cm/100mm.
Sampai disini proses kalibrasi sudah selesai, untuk axis y silahkan masukan $101 dan z $102. Caranya sama ya dengan sumbu x. Cukup sekian dan terima kasih. Semoga bermanfaat.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving

Android checkbox adalah tipe dari button yang ada di android. Tipe checkbox ini terdiri dari checked or unchecked. Fungsi... selengkapnya

RFID merupakan suatu teknologi yang dapat mengidentifikasi sebuah objek menggunakan frekuensi radio. Untuk dapat menggunakanya kita membutuhkan sebuah ID... selengkapnya

Tutorial kali ini akan membahas mengenai penggunaan sensor IR (infrared) untuk mengontrol AC / pendingin udara menggunakan jaringan... selengkapnya

Ketemu lagi dengan sensor DS18b20, kali ini akan kita monitoring menggunakan aplikasi Blynk dan ESP-01. Langsung saja ya kita... selengkapnya

Arduino Pro Micro adalah jenis arduino yang berukuran kecil, ukuranya hampir sama seperti Arduino Pro Mini. Secara fungsi dan... selengkapnya

Bagi Sebagian developer website atau yang sedang belajar javaScript, pasti familiar dengan istilah jQuery. Sebenarnya apa itu jQuery? Dan... selengkapnya

Melanjutkan tutorial dari postingan sebelumnya tentang cara memulai menggunakan telegram pada NodeMCU, kali kita akan membahas cara membuat notifikasinya... selengkapnya

Hallo kali ini saya akan membahas mengenai relay lagi yaitu relay 2 channel. Di pasaran, relay ini sudah menggunakan... selengkapnya

Sensor Waterflow adalah sensor yang dapat membaca aliran air pada suatu tempat/saluran air. Sensor ini digunakan untuk membaca... selengkapnya

Potensiometer adalah salah satu jenis resistor yang nilai resistansinya dapat diatur sesuai dengan kebutuhan rangkaian elektronika ataupun kebutuhan pemakainya.... selengkapnya

Penurun tegangan DC-DC ekonomis yang bisa distel tegangan output nya. Cocok untuk pemasangan variasi mobil dan sepeda motor, dijadikan charger… selengkapnya
Rp 9.000
Temperature and humidity transmitter SHT20 sensor industrial grade high precision temperature and humidity monitoring Modbus RS485 (MD02) MODBUS debugging assistant… selengkapnya
Rp 96.800
Compatibility: USB v2.0 standard Interface: Network: USB Series: RS-485 Port: an independent RS-485 Connector: Network: USB type A connector Series:… selengkapnya
Rp 38.800

Specifications: 1. supports sampling costs (KHz): 8/11.025/12/16/22.05/24/32/44.1/48 2. 24-bit DAC output, dynamic range aid: 90dB, SNR aid: 85dB 3. fully… selengkapnya
Rp 17.800
ESP-WROOM-32 is Powered by Espressif’s most advanced SoC, the ESP-WROOM-32 features high performance, a wide range of peripherals, Wi-Fi and… selengkapnya
Rp 38.400
Harga untuk 10pcs Resistance: 220 Ohm Wattage Rating: 0.25 Watt Tolerance: 1% Metal Film Lead Free ROHS compliant
Rp 1.500
Dual Volt Amp Meter Digital Ampere Meter Voltmeter 10A 0-100V Ammeter Dilengkapi dengan pengukuran Voltmeter dan Amperemeter dalam 1 display… selengkapnya
Rp 26.500
Clone of the highest version of the Arduino platform with the ATmega2560 processor. It fully works with Arduino IDE. A… selengkapnya
Rp 292.000
Spesifikasi : – 16×2 – Warna Biru – Tegangan kerja : 5v – Sudah include module I2C Backpack dan tersolder… selengkapnya
Rp 30.000
Saat ini belum tersedia komentar.