
● online
- Kabel Jumper Dupont Pelangi 30 cm female to Female....
- Potensiometer 10K - Mono Potensio Meter Linear Res....
- Power module DC DC 9A 300W Step Down Buck Converte....
- TANG CRIMPING PRESS SKUN RATCHET YTH SN-48B....
- B0505S-1W 5V to 5V converter DC DC power module co....
- Max7219 Led Dot Matrix 32x8 Display Module For Ard....
- Relay Module 1 Channel Modul Relay 5V 10A 1 Channe....
- TP5100 4.2v 8.4v 1S 2S Single / Double Cell Lithiu....

- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving
Pernah suatu ketika axis X, Y, atau z CNC kita berubah, gcode yang sudah jadi setelah di running tidak sesuai yang semestinya. Contoh jika seharusnya Step berjalan 10cm ternyata pada kenyatannya kurang atau lebih misalnya 5cm. Hal ini pernah mengalami, atau ketika kita membeli board GRBL yang baru dan ternyata belum sesuai. Solusinya adalah kita harus mengkalibrasinya. Bagaimana caranya? mari kita bahas selengkapnya di bawah ini.
Alat dan bahan :
Langkah :
- Buka GRBL Setting 0.9 github, DISINI, terdapat petunjuk settingan dari grbl v 0.9
- Ketikkan $$ pada Console, maka akan muncul settingan default dari grbl bawaan
 Terdapat 3 settingan utama yaitu :
Terdapat 3 settingan utama yaitu :
– $100=xxx (x, step/mm), merupakan settingan Step untuk Axis X per mm
– $101=xxx (y, step/mm), merupakan settingan Step untuk Axis Y per mm
– $102=xxx (z, step/mm), merupakan settingan Step untuk Axis Z per mm - Maksud dari Step ini adalah perubahan jarak per mm dari axis x, y, z
 Contoh :
Contoh :
– Step kita atur 100, berarti nanti axis yang bergerak sejauh 100mm atau 10cm
Masalah : Perubahan Step tidak sesuai - Ok disini akan dicontohkan kalibrasi Axis terlebih dahulu, siapkan penggarisnya.
 – Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Kita atur Step 100 ya, klik pada Jog untuk Axis X, seharusnya akan bergerak sejauh 10cm/100mm. Namun ternyata bergerak hanya 8cm/80mm.
– Kalibrasikan dengan Extruder Calibration Calculator, Link Web nya DISINI
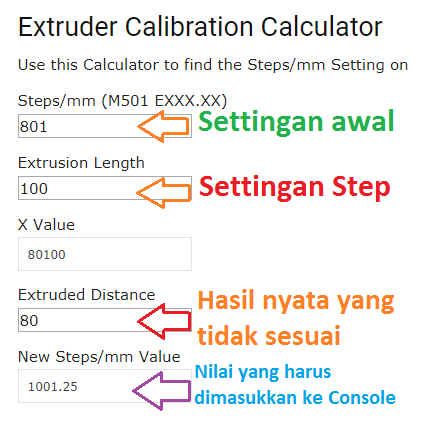 – Masukkan Step Settingan awal axis X
– Masukkan Step Settingan awal axis X
– Settingan Step jog 100
– Hasil nyata yang tidak sesuai
– Maka akan muncul angka pada New Steps, nah nilai ini lah yang akan kita masukkan ke Console.
 – Kemudian Enter
– Kemudian Enter
– Sekarang silahkan coba lagi apakah jarak sudah sesuai jika kita atur 100, maka axis X bergerak sejauh 10cm/100mm.
Sampai disini proses kalibrasi sudah selesai, untuk axis y silahkan masukan $101 dan z $102. Caranya sama ya dengan sumbu x. Cukup sekian dan terima kasih. Semoga bermanfaat.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving

Alat dan Bahan ESP8266 Lolin(Wemos) NodeMcu v3 beli Modul MAX7219 LED dot matrix 8×8 beli Jenis Modul Modul MAX7219... selengkapnya

8×8 LED dot matrix merupakan sebuah display yang terdiri dari kumpulan led yang disusun secara simetris sejumlah 8 baris... selengkapnya

Penggunaan LCD I2C sering kali gagal menampilkan teks karena deklarasi awal yaitu alamat I2C yang salah/keliru dikarenakan alamat yang... selengkapnya

Sensor LM35 merupakan sebuah sensor yang dapat mendeteksi suhu ruangan dengan cara mengubah besaran suhu menjadi besaran listrik dalam... selengkapnya

Pada postingan sebelumnya sudah membahas tentang kontrol relay menggunakan Arduino di sini. Nah untuk kali ini saya akan membahasnya... selengkapnya

Ada beberapa jenis view di Android dan kali ini yang kita akan bahas adalah ListView. ListView adalah view yang... selengkapnya

Hari ini kita akan mencoba untuk menampilkan data sensor ldr ke web server dengan koneksi WIFI menggunakan board NodeMCU.... selengkapnya

Sebagai seorang programmer tentu saja harus mempunyai kemampuan di bidang Bahasa pemograman karena landasan utama dalam membangun sebuah aplikasi... selengkapnya

Dulu kita sudah belajar untuk mengisi bootloader Arduino Uno ke IC Atmega328 juga, namun dengan jenis DIP (LIHAT DISINI).... selengkapnya

Pada pembahasan sebelumnya kita sudah pernah membahas tentang penggunaan relay silahkan yang belum bisa lihat di sini. Pada artikel... selengkapnya

Specifications: 1. supports sampling costs (KHz): 8/11.025/12/16/22.05/24/32/44.1/48 2. 24-bit DAC output, dynamic range aid: 90dB, SNR aid: 85dB 3. fully… selengkapnya
Rp 17.800
Dimmer AC 220 Volt 4000 Watt + Casing Aluminium Potensiometer untuk mengatur tegangan output min/max pada tegangan AC PLN 220V…. selengkapnya
Rp 52.500
Kabel jumper 20 cm merk Dupont untuk Arduino Female to male 1 lembar = 40 kabel
Rp 11.300
Menerima jasa cetak PCB FR2 (pertinax) / FR4 (double) single / double layer. Silahkan ke web kalkulator biaya cetak pcb… selengkapnya
Rp 1.000
Buruan dibeli gan….barang murah-berkualitas SIAPA CEPAT DIA DAPAT Spesifikasi: LCD 1602 / 16×2 (16 karakter, 2 baris) merek QAPASS (cek… selengkapnya
Rp 24.500
12A 300W DC Buck Step Down Converter CC CV Driver LED charge Battery Spesifikasi: Input Voltage: 5-40V Output Voltage: 1.2-35V… selengkapnya
Rp 39.400
The power supply is isolated industrial power modules, with a temperature protection, overcurrent and short circuit full protection, high and… selengkapnya
Rp 15.900
This is a set of transmitter and receiver in one of the photoelectric sensor. Detection distance can be adjusted according… selengkapnya
Rp 37.500
Modul sensor tegangan AC bolak balik 1 fasa ini menggunakan optocoupler sehingga tegangan input (AC) tidak akan mengganggu/membahayakan tegangan output… selengkapnya
Rp 21.000
Features: It is of high power density, high efficiency, high-reliability, small size and lightweight. It can isolate unsteady single-way voltage… selengkapnya
Rp 18.500
Saat ini belum tersedia komentar.