
● online
- Raspberry Pi Pico Microcontroller Board....
- Raspberry Pi 4 Model B 4GB Original UK E14 Raspi 4....
- Resistor 220 Ohm 220R Ohm 220Ohm 1/4W 1% Metal fil....
- RC Servo ARM Horn M3 Metal 25T MG995 MG946R MG996R....
- Modul Sensor Tegangan AC Bolak balik 220V Listrik ....
- Arduino Nano V3 Atmega328P CH340G 5V 16Mhz....
- LCD 16x2 / 1602 Display Biru + I2C Backpack Sudah ....
- Kabel Jumper 10cm Dupont Pelangi 10 cm Male to Mal....

- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
- Selamat Datang di Indomaker ❯ Silahkan pesan produk sesuai kebutuhan anda, kami siap melayani.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving
Pernah suatu ketika axis X, Y, atau z CNC kita berubah, gcode yang sudah jadi setelah di running tidak sesuai yang semestinya. Contoh jika seharusnya Step berjalan 10cm ternyata pada kenyatannya kurang atau lebih misalnya 5cm. Hal ini pernah mengalami, atau ketika kita membeli board GRBL yang baru dan ternyata belum sesuai. Solusinya adalah kita harus mengkalibrasinya. Bagaimana caranya? mari kita bahas selengkapnya di bawah ini.
Alat dan bahan :
Langkah :
- Buka GRBL Setting 0.9 github, DISINI, terdapat petunjuk settingan dari grbl v 0.9
- Ketikkan $$ pada Console, maka akan muncul settingan default dari grbl bawaan
 Terdapat 3 settingan utama yaitu :
Terdapat 3 settingan utama yaitu :
– $100=xxx (x, step/mm), merupakan settingan Step untuk Axis X per mm
– $101=xxx (y, step/mm), merupakan settingan Step untuk Axis Y per mm
– $102=xxx (z, step/mm), merupakan settingan Step untuk Axis Z per mm - Maksud dari Step ini adalah perubahan jarak per mm dari axis x, y, z
 Contoh :
Contoh :
– Step kita atur 100, berarti nanti axis yang bergerak sejauh 100mm atau 10cm
Masalah : Perubahan Step tidak sesuai - Ok disini akan dicontohkan kalibrasi Axis terlebih dahulu, siapkan penggarisnya.
 – Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Catat Step x awal pada langkah no.2, disini dicontohkan $100=801.000
– Kita atur Step 100 ya, klik pada Jog untuk Axis X, seharusnya akan bergerak sejauh 10cm/100mm. Namun ternyata bergerak hanya 8cm/80mm.
– Kalibrasikan dengan Extruder Calibration Calculator, Link Web nya DISINI
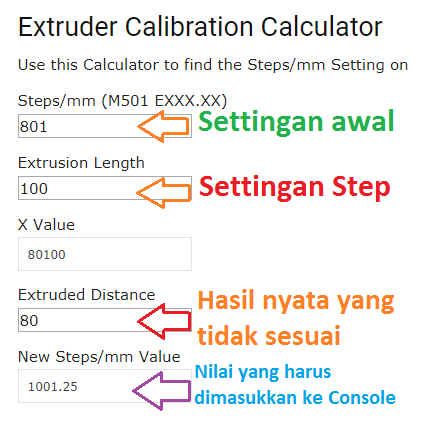 – Masukkan Step Settingan awal axis X
– Masukkan Step Settingan awal axis X
– Settingan Step jog 100
– Hasil nyata yang tidak sesuai
– Maka akan muncul angka pada New Steps, nah nilai ini lah yang akan kita masukkan ke Console.
 – Kemudian Enter
– Kemudian Enter
– Sekarang silahkan coba lagi apakah jarak sudah sesuai jika kita atur 100, maka axis X bergerak sejauh 10cm/100mm.
Sampai disini proses kalibrasi sudah selesai, untuk axis y silahkan masukan $101 dan z $102. Caranya sama ya dengan sumbu x. Cukup sekian dan terima kasih. Semoga bermanfaat.
Cara Setting Kalibrasi Axis X, Y, Z CNC Router Engraving

Phyton merupakan bahasa yang sangat populer saat ini. Bahasa yang dibuat oleh Guido Van Rossum pada tahun 1991 ini... selengkapnya

Apa itu efek autumn? Efek autumn adalah efek musim gugur, dimana dedaunan akan berubah warna dari hijau menjadi coklat... selengkapnya

SMS gateway merupakan layanan yang berguna untuk meneruskan pesan ke jaringan seluler lain... selengkapnya

Pada umumnya sebuah output data dapat kita tampilkan di berbagai platform software maupun hardware. Misalnya pada web, aplikasi android,... selengkapnya

Modul Led Dot Matrix 32×16 adalah modul display yang menggunakan kumpulan – kumpulan LED yang dirangkai dengan susunan 32... selengkapnya

Android checkbox adalah tipe dari button yang ada di android. Tipe checkbox ini terdiri dari checked or unchecked. Fungsi... selengkapnya

Sensor LM35 merupakan sebuah sensor yang dapat mendeteksi suhu ruangan dengan cara mengubah besaran suhu menjadi besaran listrik dalam... selengkapnya

Pada kesempatan ini akan dijelaskan mengenai cara pembuatan export/download berupa file excel berdasarkan range tanggal yang dipilih. Filter ini... selengkapnya

Thingsboard merupakan sebuah platform IoT open-source yang memungkinkan anda untuk mengontrol ataupun memonitoring berbagai perangkat. Penggunaanya mudah, gratis dan... selengkapnya

Sensor suhu lagi? Gpp ya disini kita belajar semua sensor suhu, nah tinggal sensor mana nih yang akan digunakan,... selengkapnya

Kabel Jumper Dupont Pelangi 10 cm male to male 1 lembar = 40 kabel
Rp 13.000
Buruan dibeli gan….barang murah-berkualitas SIAPA CEPAT DIA DAPAT Spesifikasi: LCD 1602 / 16×2 (16 karakter, 2 baris) merek QAPASS (cek… selengkapnya
Rp 24.500
11 digital input/output pins, all pins have interrupt/pwm/I2C/one-wire supported(except D0) 1 analog input(3.2V max input) a Micro USB connection Compatible… selengkapnya
Rp 28.000
ESP-WROOM-32 is Powered by Espressif’s most advanced SoC, the ESP-WROOM-32 features high performance, a wide range of peripherals, Wi-Fi and… selengkapnya
Rp 38.400
Case patern: Solid Warna : Merah dan Hijau Current: 10-20 mA Diameter: 3mm
Rp 300
Warna : biru dan merah Bahan Alumunium 25T include baut 2 pcs
Rp 8.750
ASIS adalah perangkat Smart Soket listrik produk dari Indomaker.com. Nama ‘ASIS’ merupakan kependekan dari ‘Andika Smart IoT Socket’. Secara umum,… selengkapnya
Rp 120.000
Harga untuk 10pcs Resistance: 220 Ohm Wattage Rating: 0.25 Watt Tolerance: 1% Metal Film Lead Free ROHS compliant
Rp 1.500
Specifications: 1. supports sampling costs (KHz): 8/11.025/12/16/22.05/24/32/44.1/48 2. 24-bit DAC output, dynamic range aid: 90dB, SNR aid: 85dB 3. fully… selengkapnya
Rp 17.800
Spesifikasi: 50mm Kapton Tape Polymide Film Gold High Temp isolasi Tahan Panas Harga Tertera: 1 Roll Kapton Tape Polymide Film… selengkapnya
Rp 75.000
Saat ini belum tersedia komentar.